
味わいもその製法も複雑で奥深く、それが魅力となっている日本酒。
知らずに飲んでも美味しいが、知って飲むとますます美味しい日本酒の豆知識について、酒向なりに解説するコーナーです。
日本酒通はもちろん、最近飲み始めたという方にも楽しんでいただければと思います。


今夜の前振り
ユネスコの無形文化遺産に登録された日本の伝統的酒造りは、500年以上前にその原型が確立され、その技術が各地の風土に応じて発展し、自然や気候と深く結びつきながら伝承されてきました。科学が発達していない江戸時代に、酒造りの職人たちは、どのようにしてその手法を編み出したのでしょうか?そこには多くのトライ&エラーがあったことは、想像に難くありません。
今回は、そんな日本酒造りの工程についてまとめてみました。
日本酒造りの工程
日本酒造りは複雑で緻密な作業の連続
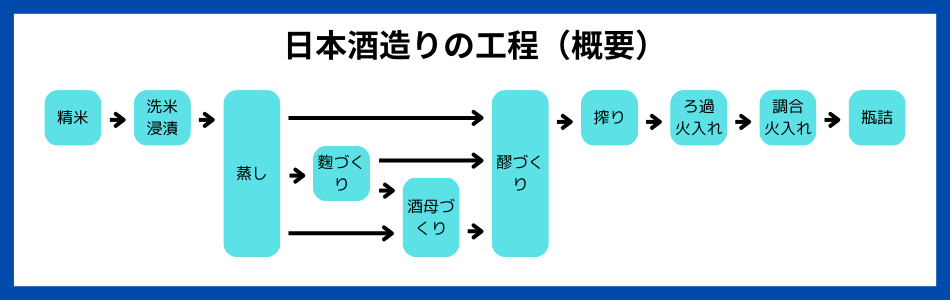
日本酒造りは多くの工程を経て行われます。ひとつひとつの作業の出来上がりが次の工程へ影響を及ぼすため、全てにおいて気の抜けない作業の連続です。特に、米を発酵させてアルコールに変える工程では、微生物を利用するため昼夜を問わず気を配る必要があります。
日本酒造りの醍醐味は、手をかけたぶんだけ『美味しくなる』ことかもしれません。
工程1.精米
精米は、米の表面にある雑味のもとを取り除くために行われます。一般的に、米の中心部分に近いところだけを使用した方が、飲みやすい日本酒に仕上がるといわれています。食用米の場合、削り取る部分は8%程度ですが、日本酒造りでは30%以上を削っています。玄米の外側部分を精米器で時間をかけて削り、白米にして行きますが、30%削るのに8時間、60%削るには48時間程度かかります。酒造りの職人さんたちは、この精米作業を「磨く」と表現します。
日本酒のラベルに表記されている“精米歩合〇〇%”は、コメの中心部分をどのくらい残すかということを示しており、30%削った場合の精米歩合は70%となります。
精米歩合については、下のリンクでも確認いただけます。

工程2.洗米・浸漬(しんせき)
精米した白米を2~3週間冷暗所で寝かせたのち、糠などを洗い落とす洗米をし、水に浸けて水分を吸わせます(※重量の30%程度)。
精米歩合の数値が低い多く磨かれた米は、急速に水を吸うため秒単位で浸漬時間を管理します。

工程3.蒸し
浸漬を終えて水を含んだ白米を、甑(こしき)を使い大きなセイロのような仕組みで蒸します。これを行う目的は、米のでんぷん質を糖化させることです。米を蒸すことで、米のでんぷん質の結晶が軟らかくなることで糖化しやすくなり、糖化されることでアルコール発酵を促すことができるようになります。
蒸し米は、工程4の麹づくり、工程5の酒母づくり、工程6の仕込み(醪づくり)に使われます。
工程4.製麹(せいきく)=麹づくり
麹(こうじ)とは、蒸し米に麹菌の菌糸を繁殖させたものです。酒瓶のラベルに『米麹』と記載されてるあれです。仕込みの工程において米をアルコール発酵させるために、でんぷん質を糖化する必要があります。麹は、でんぷん質を糖化させる酵素を多量に生産するため、日本酒造りに欠かせない工程となります。

工程5.酒母(しゅぼ)づくり
酒母は酛(もと)とも呼ばれます。酒母づくりの目的は、仕込みの段階で大量の米を発酵させるための酵母を培養することです。蒸し米と麹、水を入れたタンクに清酒酵母と乳酸菌を加えてかき混ぜて造ります。清酒酵母は、雑菌には弱いが酸性には強いという特性を持っているため、『乳酸』の持つ強い酸性の力を借りて雑菌などの繁殖を防ぎ、米を発酵させていきます。

また、自然界に存在する乳酸菌を取り込んで造る酒母を生酛系酒母、醸造用乳酸を使用して造る酒母を速譲系酒母といいます。速譲酛は乳酸菌の育成期間が不要のため14日程度で仕上がりますが、生酛は乳酸菌の自然繁殖を待つため倍の30日程度かかり、なおかつ「山卸(やまおろし)」という米をすりつぶす重労働も必要です(現在は「山廃仕込」として省略するものも多くなっています)。生酛のお酒は自然の乳酸菌や微生物の影響を受けるため、酸味やコクがあり、奥行きのある味わいが生まれます。日本酒らしい「旨味」と「力強さ」が味わえます。
(生酛造りについては、以下のブログで確認いただけます)

工程6.仕込み(醪づくり)
麹(こうじ)、酒母(しゅぼ)が完成すると仕込みに入ります。仕込みとは、酒母に麹、蒸し米、水を加えて醪(もろみ)を作る作業で、醪づくりはアルコール発酵を進める工程です。
日本酒は、糖化と発酵が同時に進む『平行複発酵』という世界的にも珍しい手法で作られるお酒です。一つのタンクの中で、麹が作る酵素がでんぷん質を糖分へと分解し、酵母がその糖分を分解してアルコールを生成します。この独特の発酵方法を確実に行うために、古くから行われてきた手法が“三段仕込み”と呼ばれる日本酒独自の仕込み方法です。
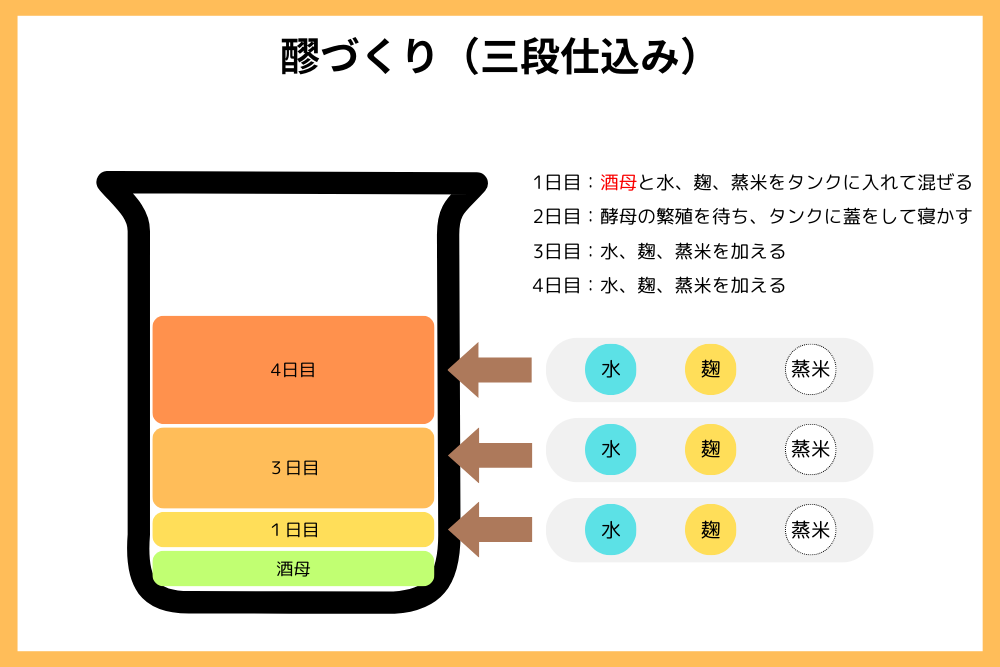
この三段仕込みは、一度で仕込みを終わらせず、4日間で3回に分けて仕込みを行います。1日目は酒母に対して2倍程度の量に当たる「麹」「蒸し米」「仕込み水」を加えます。2日目は何も加えず酵母が増えるのを待ちます。3日目は1日目の約2倍の量の「麹」「蒸し米」「仕込み水」を加え、4日目にはその2倍量の「麹」「蒸し米」「仕込み水」を加えます。少しずつ仕込む理由は腐敗を防ぐためで、段階を踏んで醪を増やしていくことで、状況の変化に対応できるようにしています。
発酵は、仕込みをしてからひと月程度をかけて行います。
発酵が進んでいる間、発酵熱によって醪の温度は徐々に上がっていきますが、一般的に醪の温度が低いほどゆっくりと発酵が進むといわれ、“吟醸造り”の酒は低温でじっくりと発酵させており、そうすることで酵母の香気成分がたくさん生まれ、良い香りの日本酒になるのです。
工程7.搾り(上槽)
発酵が終わった醪を搾り、原酒と酒粕に分ける作業を上槽(じょうそう)といいます。醪を酒袋に入れて吊るし、圧力をかけずに自然に滴り落ちる雫を集める『袋吊り』、大きな舟形の容器に酒袋を並べ、緩やかに圧力をかけて搾る『槽(ふね)』、“ヤブタ”と呼ばれる巨大なアコーデオンのような機械で搾る『自動圧搾機』などの方法が一般的です。

一気に圧力をかけるとお酒が濁り、酒質に影響が出てしまうためゆっくりと搾ることが求められるため、自動圧搾機を使用していても、搾られた原酒の状態を見ながら手動で圧力を調整することもあります。また、大吟醸酒や品評会に出品するような高級酒を搾る際には手間のかかる『袋吊り』の手法が用いられることも多いようです。
工程8.ろ過・火入れ(1回目)
上槽された原酒には、滓(おり)と呼ばれる細かい米や酵母などの小さな固形物が浮遊しています。貯蔵タンクにお酒を入れて滓を沈殿させ、澄んだ部分だけを抽出する作業を「滓引き」といいます。
滓引きして残ったお酒には、ろ過を行います。一般的には酒に活性炭素を入れてろ過器のフィルターを通しますが、活性炭素を使用せずろ過器フィルターに通すだけということもあります。
上槽された原酒を、あえて『滓引き』や『ろ過』をせずに出荷することもあり、滓引きしていないお酒を“おりがらみ”、ろ過していないお酒を“無濾過”“完全無濾過”などとして販売しています。
ろ過をしたお酒は、次に『火入れ』と呼ばれる低温加熱殺菌が行われます。品質劣化の原因となる微生物の殺菌とともに酵素の働きを止め、香味を落ち着かせることで酒質の劣化を防ぐことができます。火入れしたお酒は、貯蔵タンクに約半年間貯蔵し熟成させ、品質を落ち着かせます。
工程9.調合・火入れ(2回目)
日本酒は麹菌や酵母など、生きた微生物の働きによって発酵するため、同じ原料・同じ工程でも、貯蔵タンクによって香味に微妙な差が発生します。調合作業は、複数のタンクの酒をブレンドし、それぞれの銘柄の品質に仕上げていく工程です。また、上槽された原酒のアルコール度数は18~19度あり、これに仕込み水を加えて15~16度に調整するとともに香味のバランスを調整します。ラベルに『原酒』と記されている製品は、原酒の香味をそのまま生かし、仕込み水を加えていないということになります。
調合が済んだお酒は、2回目の火入れが行われ瓶詰めされます。また、最近の傾向として、瓶詰め後にビンゴと湯煎する『瓶火入れ』という手法が増えつつあります。瓶詰め後の密閉状態で火入れするため、通常の火入れでは飛んでしまう香味が瓶内にとどまり、よりフレッシュな香味を残すことができるのです。
火入れをしていないお酒は『生(なま)』と表示されています。1度も火入れしていないお酒は“生酒(本生)”、1回目のみ火入れしているお酒を“生詰め酒”、2回目のみ火入れしているお酒を“生貯蔵酒”と表現しています。
工程10.瓶詰
2回目の火入れをしたお酒を瓶詰めして商品として完成させます。使用する瓶は洗浄殺菌され、万全な衛生管理のもとでお酒を充填していきます。瓶詰めされた後も、瓶の傷や異物の混入がないか目視で安全確認したうえで、ラベルを貼って保存、出荷となります。

まとめ
日本酒造りは、自然の力を利用しながら行われるひとつ一つの工程が香味や飲み口を豊かにするため、すべてが丁寧に管理され、手間を惜しまず作業がなされます。それぞれの工程における微妙な調整が、日本酒の味わいに個性を与え、美味しさを引き出すのです。

